



Your plant has 40 machines. You measure 6 points per machine, twice a month. You need amplitude, spectrum, and trend data — and you need to get it done in a day.
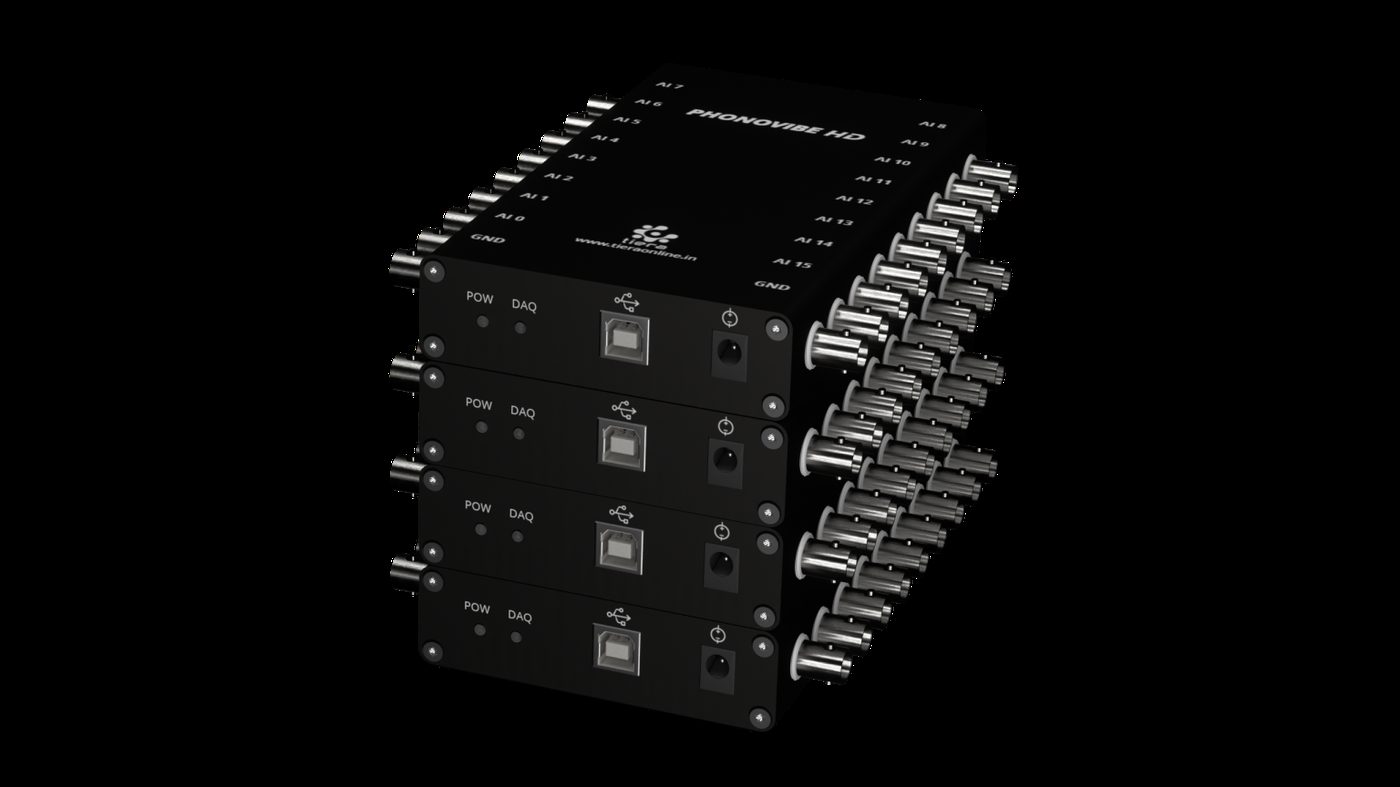
A PhonoVibe Q or O paired with a TIERA MEMS accelerometer and TVIB gives you a portable, calibrated measurement chain that fits in a carry bag. Here is how a typical route looks.
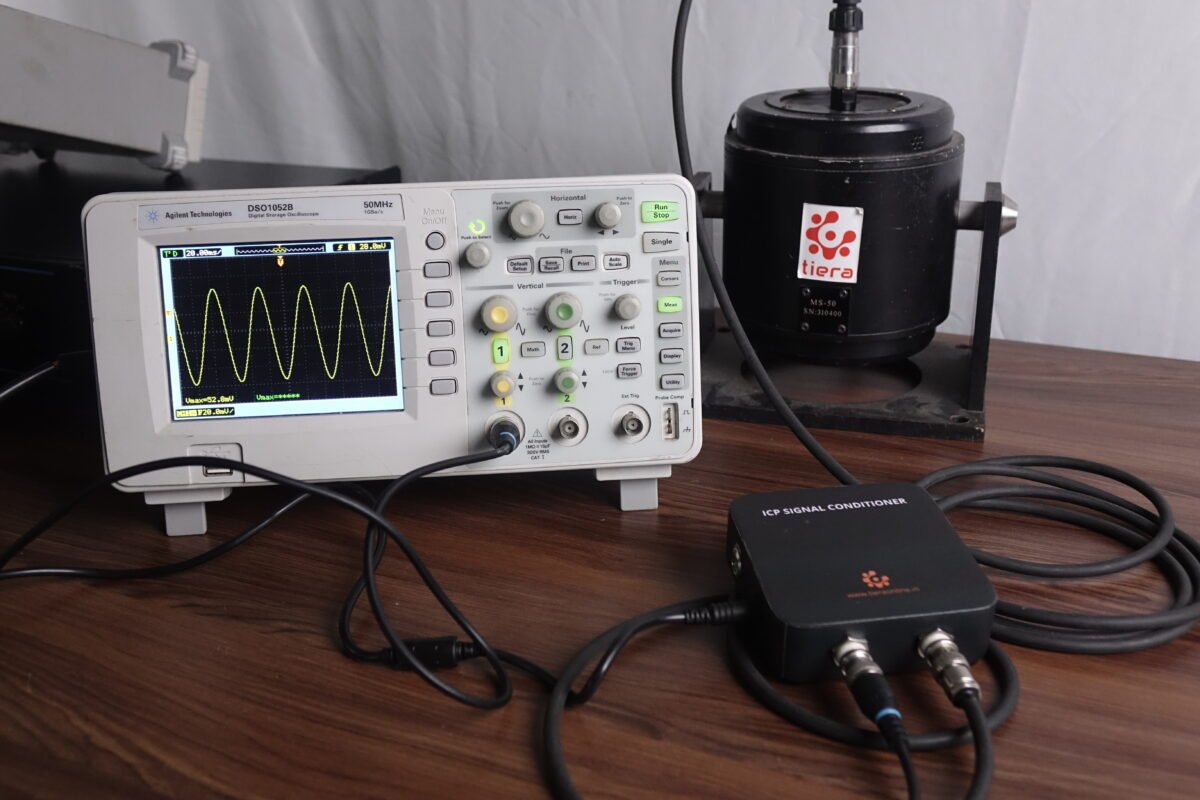
At each measurement point. Attach the accelerometer (magnetic mount for quick installation, adhesive pad for permanent pads). Connect to the PhonoVibe via BNC. Open TVIB TSAP201. Capture a 30-second time waveform and spectrum at your standard route settings — same sample rate, same frequency range, same averaging count, every visit. Export the spectrum to your trending database.
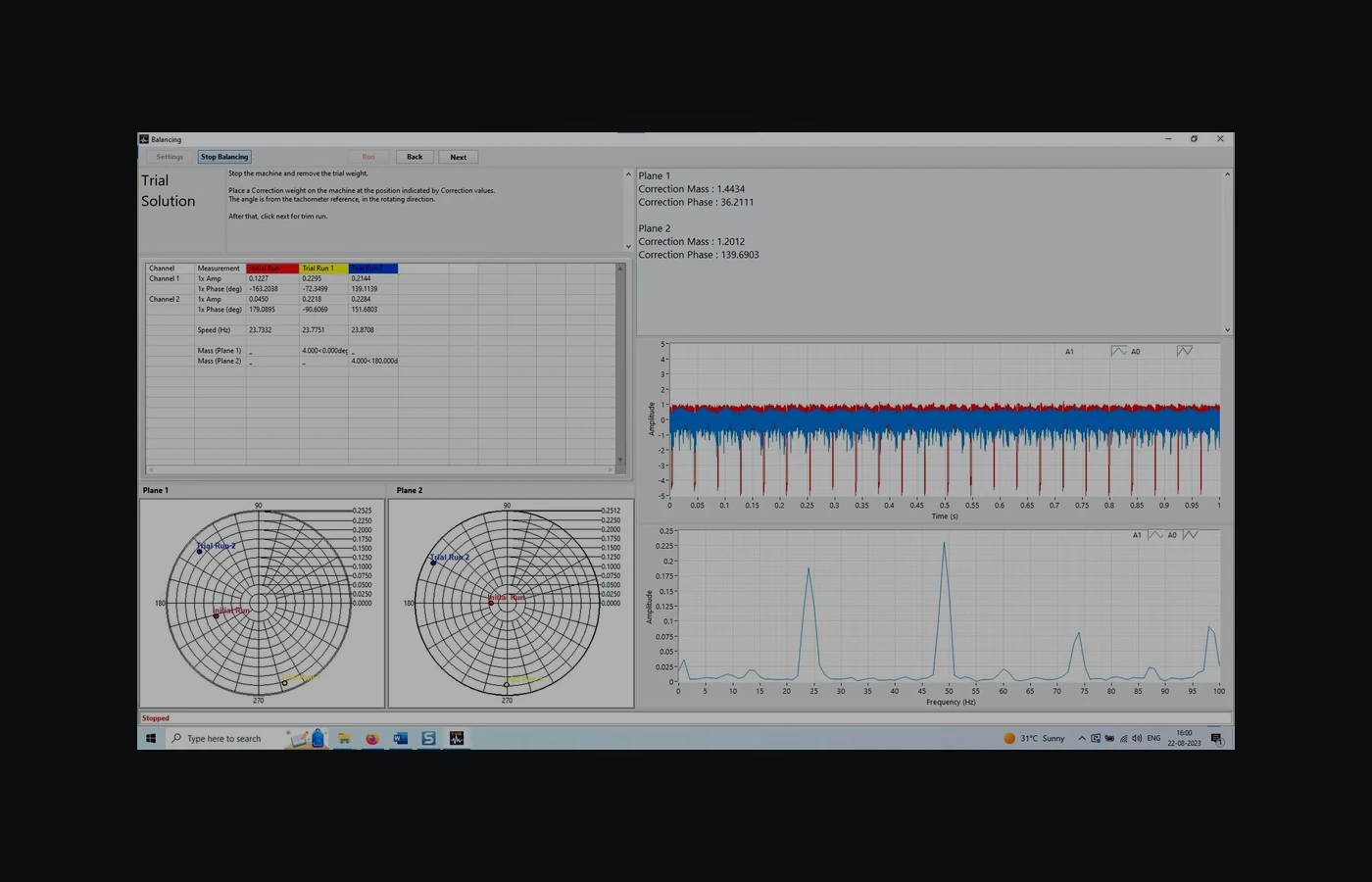
Back at the office. Compare today’s spectrum against the baseline and the last 3 visits. TVIB’s band cursors let you set alarm bands around bearing defect frequencies and gear mesh frequencies. Rising amplitude in those bands is the early-warning signal.
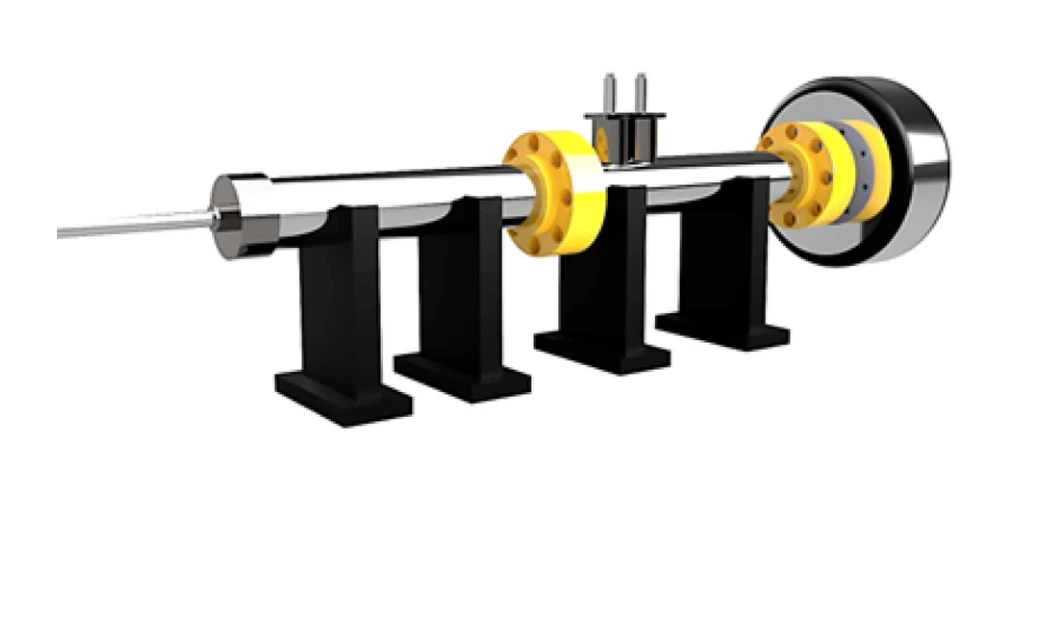
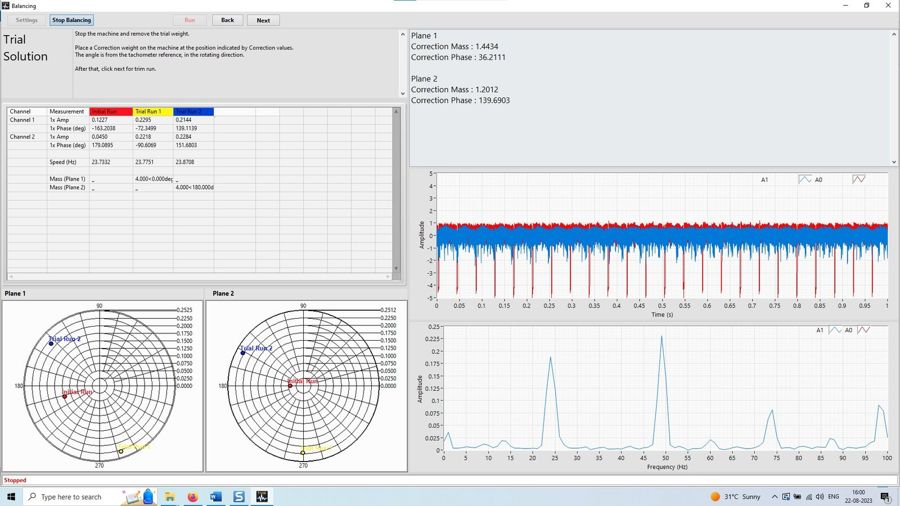
When something looks wrong. Switch to the balancing module (TB 210) if you see 1× amplitude trending upward. Set up a phase measurement to confirm unbalance vs. misalignment. Run correction weights on the next planned shutdown.
The PhonoVibe calibration certificate (factory, 1-year validity) means the data you trend is traceable. No arguments about whether the sensor drifted between visits.